type
Post
status
Published
date
Jul 9, 2025
slug
inventory-reduciton-smed
summary
第三章 (9)SMED 原理与步骤
tags
精益库存管理
实用教程
category
精益库存管理
icon
password
在当今瞬息万变的市场环境中,客户需求的多样化和产品生命周期的缩短要求制造企业必须更加灵活地应对变化。小批量、多品种生产已成为制造业的主要趋势。然而,传统的大批量生产思维下,设备换型(更换模具或调整设置以生产不同产品)往往耗时冗长,直接阻碍了企业实现灵活生产的能力。
快速换模(SMED,Single-Minute Exchange of Die)技术应运而生,它作为精益生产体系中的关键工具,通过系统性地减少换型时间,为企业实现小批量、多品种生产提供了可能。本文将深入探讨SMED的原理、实施步骤及其在库存优化中的重要作用。
一、SMED的起源与核心理念
SMED源自丰田生产系统,由日本工业工程师新乡重夫(Shigeo Shingo)在20世纪50-60年代开发。当时,丰田面临着如何在不增加库存的情况下提高生产灵活性的挑战。新乡重夫通过观察发现,传统换模过程中存在大量可优化的环节。
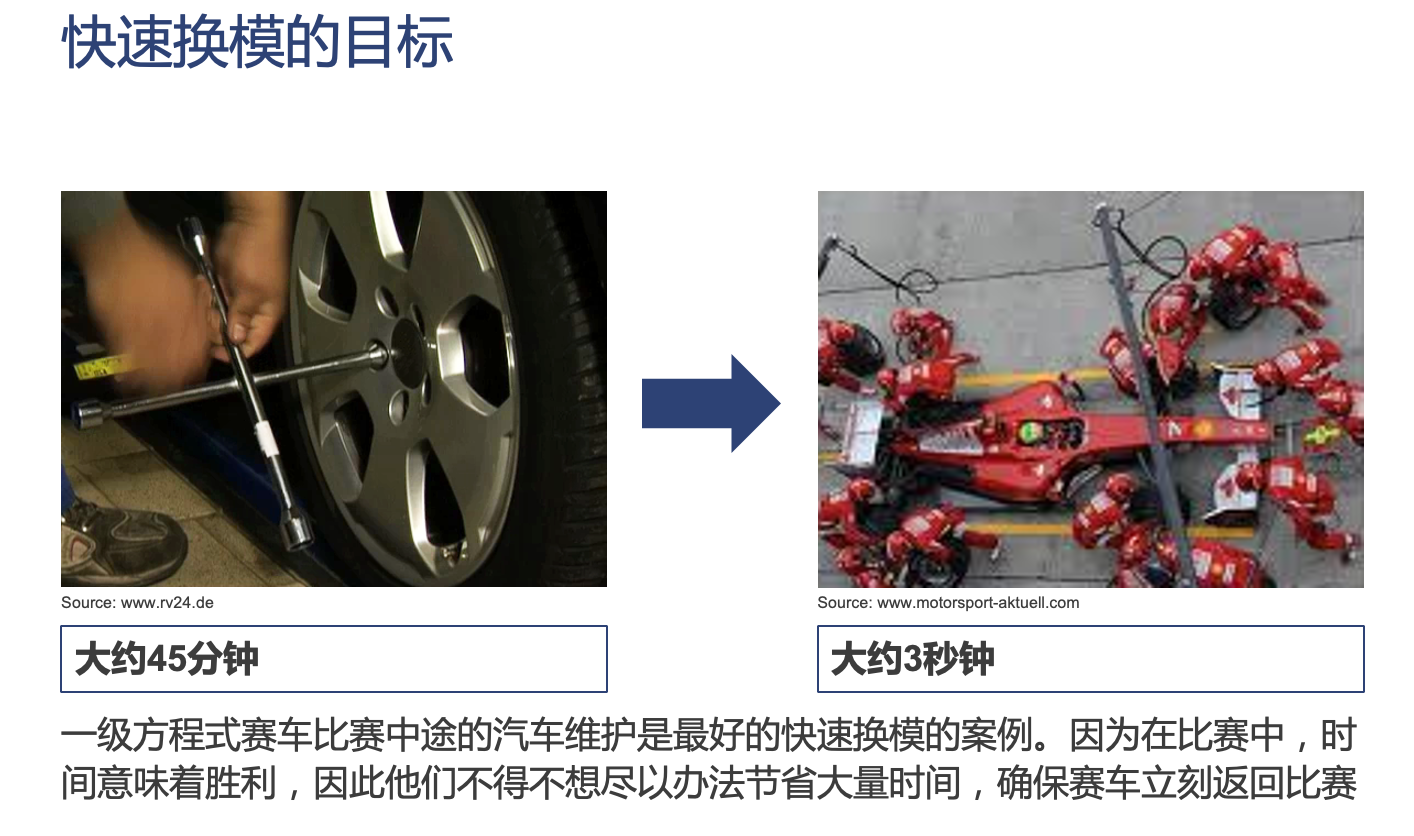
SMED的核心理念是:将换型时间从数小时缩短至个位数分钟(即"Single-Minute",理想情况下不超过10分钟)。这一突破性思想挑战了长期以来"换型必然耗时"的传统观念,为实现小批量经济生产开辟了道路。
二、SMED与库存的关系:为什么换型时间如此重要?
在讨论SMED的技术细节前,我们需要理解换型时间与库存之间的深刻联系:
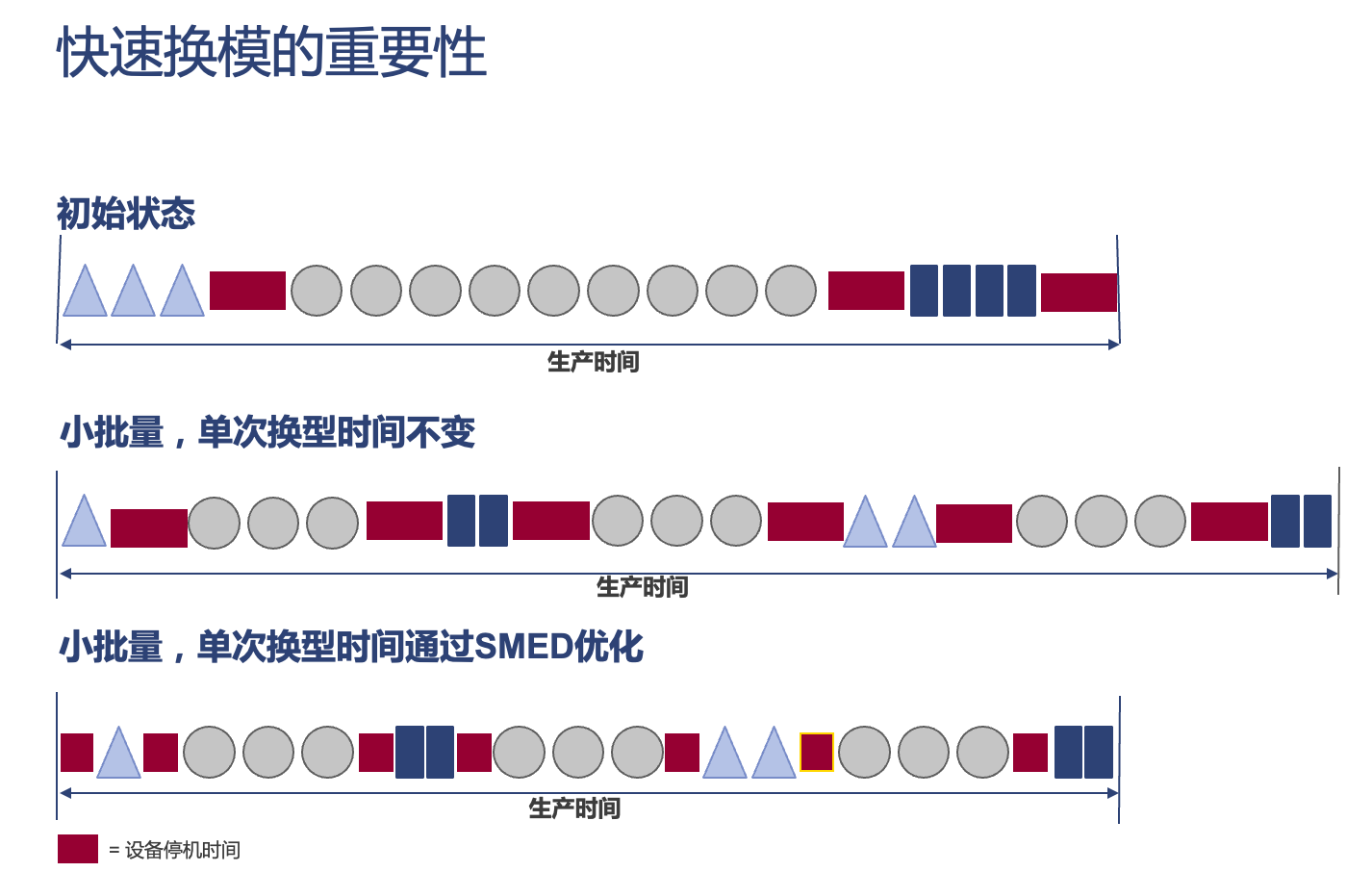
- 批量大小与换型时间的经济平衡:传统制造理论中,经济生产批量(EOQ)模型考虑了设置成本(包括换型时间)与持有成本的平衡。换型时间越长,为分摊设置成本而生产的批量就越大,从而增加库存。
- 响应能力与库存缓冲:长换型时间迫使企业通过维持高库存来应对市场变化,导致过剩库存风险增加。
- 产能利用与库存积压:冗长的换型占用宝贵的生产时间,降低设备有效产能,迫使企业通过提前生产(推式生产)来保证产能利用率,导致在制品库存积压。
简而言之:缩短换型时间→减小经济生产批量→降低库存水平→提高现金流→增强响应速度→提升竞争力。这就是SMED成为精益库存管理不可或缺工具的原因。
三、SMED的系统实施步骤
SMED方法论包含四个渐进式步骤,每一步都能带来显著的时间节省:
步骤0:记录与分析当前状态
在开始SMED改善前,需要详细记录当前换型过程:
- 使用视频记录完整换型过程
- 时间测量:记录每个操作步骤的持续时间
- 绘制"意大利面条图"(Spaghetti Diagram)追踪操作者移动路径
- 识别瓶颈和耗时最长的活动
这一阶段的关键是"不预设立场,实事求是"地记录现状,为后续改进建立基准。
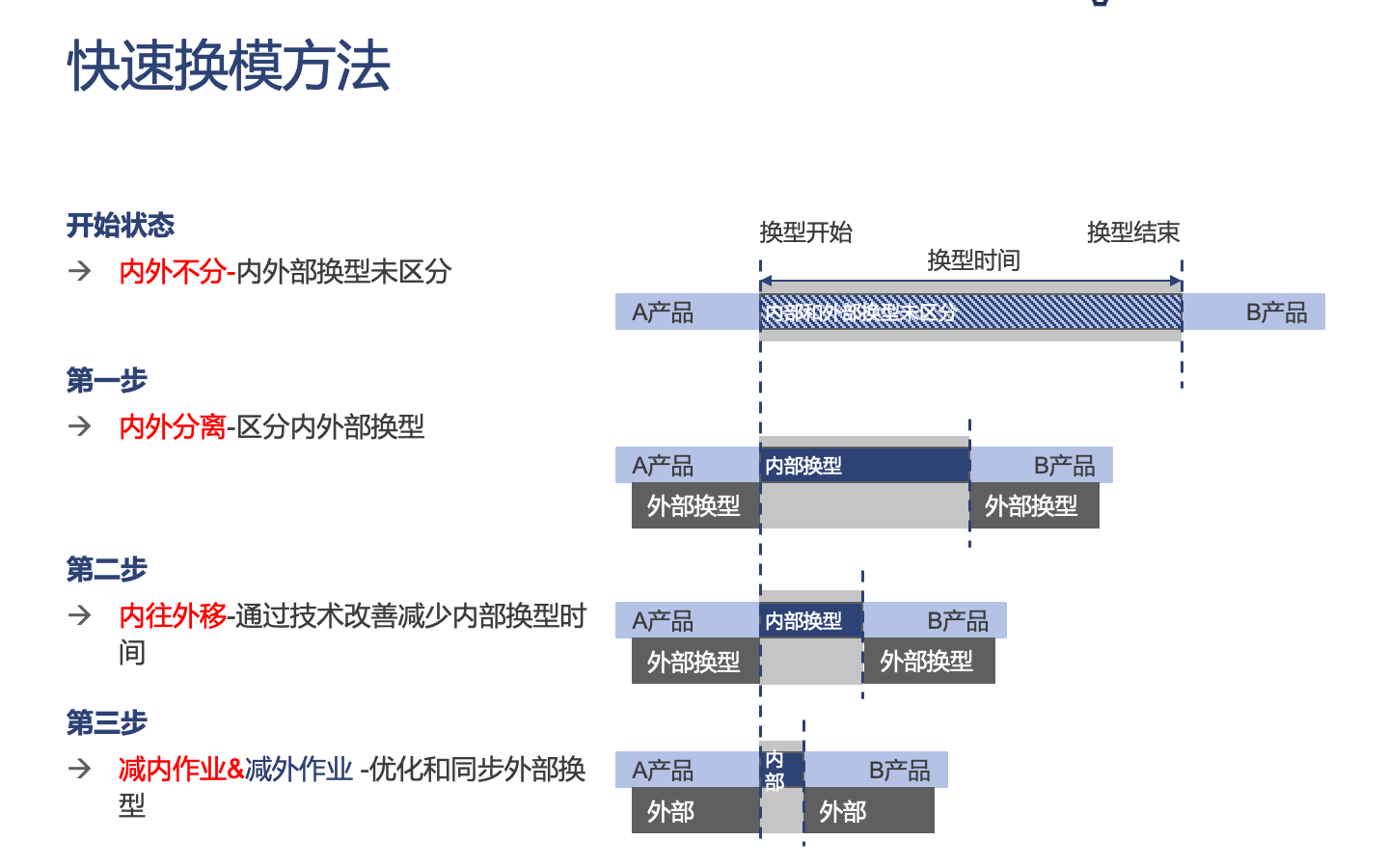
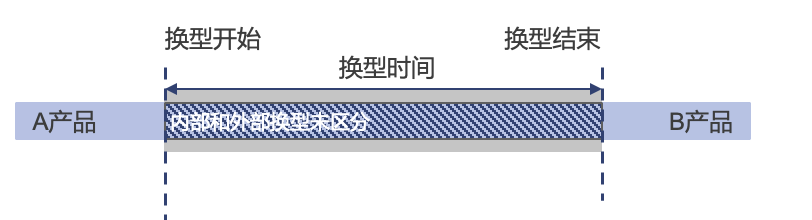
步骤1:区分内部换型与外部换型
这是SMED的核心概念突破:
- 内部换型(Internal Setup):必须在设备停机状态下完成的活动
- 外部换型(External Setup):可以在设备运行状态下预先准备或事后完成的活动
分析记录的视频,将每个活动明确标识为内部或外部。研究表明,在未经改善的换型过程中,多达50%-70%的活动实际上可以作为外部换型完成,无需停机。
步骤2:将内部换型转化为外部换型
这一步骤需要团队创新思考,挑战"这个活动真的需要在机器停机时进行吗?"对于每项内部换型活动,探索将其转变为外部活动的可能性:
- 预热模具(在当前生产进行时,同时预热下一个将要使用的模具)
- 预调(提前调整工具、量具至所需状态)
- 预装配(在设备运行时预先组装复杂部件)
- 使用辅助设备(如设备副本)进行预设置
通过这一步骤,可以将30%-50%的原内部活动转为外部活动,大幅减少停机时间。

步骤3:简化剩余的内部换型
针对无法转化为外部的内部换型活动,通过工程方法简化操作:
- 标准化:统一模具接口、工具规格
- 快速连接装置:用快卡、快扣替代螺栓连接(如U型夹、液压夹具)
- 并行操作:多人同时作业(确保安全的前提下)
- 消除调整:使用定位销、挡块、激光指示等实现"一次到位"
- 机械化:关键紧固/连接步骤的动力辅助
这一阶段的目标是将内部换型时间压缩至最短。

步骤4:简化外部换型
尽管外部换型不影响设备运行,但优化它们仍然能提高整体效率:
- 改进工具、模具存储和运输系统
- 标准化准备和收尾程序
- 创建可视化检查表
- 工具车/模具车的合理布局

四、SMED实施案例:从理论到实践
案例分析:丰田汽车公司实施SMED
作为SMED理念的发源地,丰田汽车提供了实施SMED最经典的案例之一:
- 背景情况:在20世纪70年代,丰田一条冲压生产线的模具更换需要2-3小时,严重限制了生产灵活性
- SMED实施过程:
- 第一阶段:详细记录和分析发现近60%的操作可以在设备运行时完成
- 第二阶段:开发了预热系统和模具预调整台,将更多内部活动转为外部
- 第三阶段:改进夹具设计,从螺栓连接改为单动液压锁紧系统
- 第四阶段:模具存储和运输系统标准化,采用专用工具车
- 关键创新:开发"一触式"对中装置,消除了调整时间;采用"移动模具台"实现快速更换
- 成果:模具更换时间从数小时缩减至3分钟,创造了制造业的奇迹
这一改进使丰田能够实现真正的"拉动式生产",按照实际订单小批量生产,大幅降低库存成本。这一成就成为丰田生产系统的核心优势之一,也使SMED技术在全球制造业广泛传播。后来,许多世界级制造企业如宝马、通用电气、博世等都成功复制了这一方法。
丰田的案例也证明了SMED不仅是技术革新,更是思维变革:打破"换型必然耗时"的传统观念,通过系统方法持续改进。正如新乡重夫所说:"模具更换时间不是天生固定的,而是我们设计出来的结果。"
五、SMED实施中的常见挑战与应对策略

- 员工抵抗:通过培训、示范和早期成功案例建立信心
- 设备设计限制:逐步改造,从最高回报率项目开始
- 投资顾虑:展示ROI,多数SMED项目投资回收期不超过3-6个月
- 维持改善成果:标准化新流程,定期审核,纳入KPI
结语:SMED不只是工具,更是思维方式
快速换模不仅仅是一套技术工具,更是一种挑战"理所当然"的思维方式。它要求我们跳出固有思维,质疑"为什么换型必须这么久?",并系统性地寻找突破。
在精益库存管理的大背景下,SMED扮演着关键角色:它打破了大批量生产的枷锁,使企业能够以更小的批量、更高的频率生产,从而减少库存,提高响应速度,最终为客户创造更大价值。
从本质上讲,SMED是精益思想"消除浪费"在设备换型领域的具体应用,它提醒我们:换型时间不是固定不变的常数,而是可以通过系统方法不断优化的变量。对于任何追求精益库存管理的企业,掌握并应用SMED,将是实现小批量经济生产的关键一步。
#精益库存管理 / 降低库存 /库存优化 /精益物流 /精益仓库 /多品种小批量精益
#90天快速提升准交率,缩短交期,降低库存